 客服热线:
客服热线:
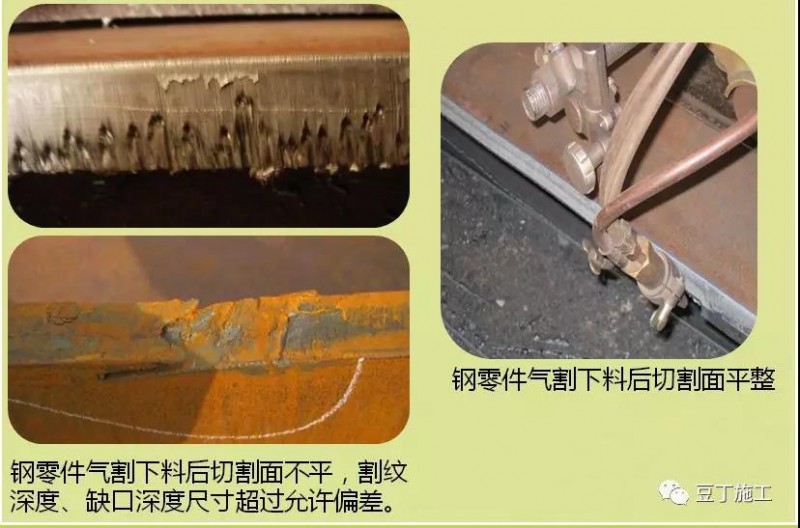
一、切割表面质量超标
二、规范规定
《钢结构工程施工质量验收规范》GB50205 — 2001条文规定气割的允许偏差:
2、割纹深度0.3mm;
3、局部缺口深度1.0mm。
4、第8.4.2条安装焊缝坡口的允许偏差:(1)坡口角度:±5°; (2)钝边:±1. 0mm。
三原因分析
1、切割嘴风线未调整,与被切割材料面不垂直,或作业平台不水平;
2、切割嘴选用不合适、气割火焰没有调整好,切割氧压力不当、切割嘴高度太高,切割嘴 角度位置不当;
3、气割速度不当,气割设备运行轨道不平直。
四、防治措施
(1)严格按照气割工艺规程所规定的要求,选用合适的气体配比和压力、切割速度、预热 火焰的能率、割嘴高度、割嘴与工件的倾角等工艺参数,认真切割。
(2)应按被切割件的厚度选用合适的气割嘴,气割嘴在切割前应将风线修整平直,并有超 过被割件厚度的长度。
(3)作业平台应保持水平,被气割件下应留有空间距离,不得将被切割物直接垫于被气割件下。
(4)可用打磨、小线能量焊补后再打磨的办法,修正不合格的切割件。








